Аппараты для сварки геомембраны
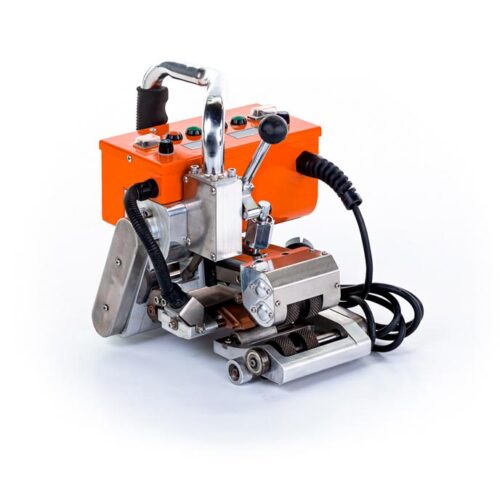
Аппараты для сварки геомембраны – это сварочные автоматы горячего клина для сварки геомембран внахлест. Между собой разные аппараты отличаются мощностью и предназначением:
- GeoStar PRO. Используется для сварки геомембран толщиной 1-3 мм. Сжатие материала при сварке можно плавно регулировать. Функция быстрого старта одновременно зажимает мембрану и приводит клин в рабочее положение. Панель управления оснащена дисплеем со всеми показателями скорости и температуры. Плавающая головка равномерно распределяет нагрузку по обе стороны шва.
- GeoStar Lite . Используется для сварки геомембран толщиной 0,2-1,5 мм. Это компактный и легкий аппарат, которым можно управлять одной рукой. Особая конструкция горячего клина обеспечивает высокую производительность.
- GeoStar Lite D. Используется для сварки геомембран толщиной 0,2-1,5 мм. Компактная облегченная модель позволяет сваривать не только горизонтальные, но также наклонные и вертикальные швы. Эту эргономичную модель можно использовать в туннелях для монтажа гидроизоляции.
- Используется для сварки внахлест мембран из HDPE, LDPE, EVA, PVC, PP и т.д. Его особенности – высокая производительность, низкий уровень шума, высокопрочная массивная литая рама.
Аппараты для сварки геомембран можно использовать как в помещении, так и на открытом воздухе. Они используются при обустройстве шламохранилищ, полигонов ТБО, фундаментов, промышленных объектов, резервуаров, накопителей, гидротехнических сооружений.
Технология сварки
Независимо от вида аппарата, есть общие тенденции в сварке геомембраны. Основные этапы:
- Отрежьте подходящие фрагменты и подровняйте срез.
- Совместите края. Обработайте срезы так, чтобы между полотнами не оставалось зазоров.
- Нагревайте аппарат до температуры, необходимой для конкретного материала геомембраны. Следуйте рекомендациям производителя.
- Сваривайте мембраны медленно и короткими участками, чтобы материал успевал сплавляться. По шву должен оставаться сварной валик.
- Перед каждым новым участком немного растягивайте мембрану в месте предыдущего, чтобы сразу обнаружить возможные расхождения. Но существенную нагрузку к месту сварки нельзя прикладывать до полного остывания.
После окончания работ обязательно проверяйте сварной шов на герметичность. Особая форма клина оставляет проверочный канал для контроля качества сварного шва.